
技術(shù)文章
Technical articles 熱門(mén)搜索:
P760/01_2760nm單模垂直腔面發(fā)射激光器
VCSEL-20-M激光控制驅(qū)動(dòng)器
ZNSP25.4-1IR拋光硫化鋅(ZnS)多光譜(透明)窗片 0.37-13.5um 25.4X1.0mm(晶體/棱鏡
Frequad-W-CW DUV 單頻連續(xù)激光器 213nm 10mW Frequad-W
HB-C0BFAS0832x4 QPSK C波段相干混頻器(信號(hào)解調(diào)/鎖相放大器等)
ER40-6/125截止波長(zhǎng)1300nm 高摻雜EDF摻鉺光纖
SNA-4-FC-UPC日本精工法蘭FC/UPC(連接器/光纖束/光纜)
GD5210Y-2-2-TO46905nm 硅雪崩光電二極管 400-1100nm
WISTSense Point 緊湊型高精度光纖傳感器解調(diào)儀(信號(hào)解調(diào)/鎖相放大器等)
CO2激光光譜分析儀
1030nm超短脈沖種子激光器PS-PSL-1030
FLEX-BF裸光纖研磨機(jī)
NANOFIBER-400-9-SA干涉型單模微納光纖傳感器 1270-2000nm
350-2000nm 1倍紅外觀(guān)察鏡
高能激光光譜光束組合的光柵 (色散勻化片)
S+C+L波段 160nm可調(diào)諧帶通濾波器
熱門(mén)搜索:
P760/01_2760nm單模垂直腔面發(fā)射激光器
VCSEL-20-M激光控制驅(qū)動(dòng)器
ZNSP25.4-1IR拋光硫化鋅(ZnS)多光譜(透明)窗片 0.37-13.5um 25.4X1.0mm(晶體/棱鏡
Frequad-W-CW DUV 單頻連續(xù)激光器 213nm 10mW Frequad-W
HB-C0BFAS0832x4 QPSK C波段相干混頻器(信號(hào)解調(diào)/鎖相放大器等)
ER40-6/125截止波長(zhǎng)1300nm 高摻雜EDF摻鉺光纖
SNA-4-FC-UPC日本精工法蘭FC/UPC(連接器/光纖束/光纜)
GD5210Y-2-2-TO46905nm 硅雪崩光電二極管 400-1100nm
WISTSense Point 緊湊型高精度光纖傳感器解調(diào)儀(信號(hào)解調(diào)/鎖相放大器等)
CO2激光光譜分析儀
1030nm超短脈沖種子激光器PS-PSL-1030
FLEX-BF裸光纖研磨機(jī)
NANOFIBER-400-9-SA干涉型單模微納光纖傳感器 1270-2000nm
350-2000nm 1倍紅外觀(guān)察鏡
高能激光光譜光束組合的光柵 (色散勻化片)
S+C+L波段 160nm可調(diào)諧帶通濾波器
 更新時(shí)間:2025-12-24
更新時(shí)間:2025-12-24 點(diǎn)擊次數(shù):17
點(diǎn)擊次數(shù):17
封面展示了水導(dǎo)激光耦合能束的形成過(guò)程與加工狀態(tài)。準(zhǔn)直后光束經(jīng)過(guò)聚焦鏡聚焦,穿過(guò)玻璃窗口進(jìn)入高壓耦合水腔,在噴嘴處與微細(xì)水射流耦合,形成耦合能束并射出。在耦合能束內(nèi)部,水射流基于全反射原理限制激光的軸向傳輸。耦合能束四周的輔助氣體能夠延長(zhǎng)耦合能束長(zhǎng)度并避免反沖水對(duì)傳輸過(guò)程的干擾。最終,耦合能束作用于工件表面,實(shí)現(xiàn)無(wú)崩碎、錐度小的優(yōu)良加工質(zhì)量。
01 背景介紹
隨著國(guó)家航空航天、汽車(chē)制造、生物醫(yī)療等領(lǐng)域的迅速發(fā)展,航空發(fā)動(dòng)機(jī)耐熱部件、集成電路半導(dǎo)體晶圓以及心血管支架等關(guān)鍵部件的加工精度與質(zhì)量要求日益提高。而傳統(tǒng)機(jī)械加工與激光加工在加工質(zhì)量、加工效率等方面存在局限,難以滿(mǎn)足高質(zhì)高效的加工需求。
水導(dǎo)激光加工技術(shù)(WJGL),作為一種新型激光復(fù)合加工技術(shù),兼具長(zhǎng)脈沖激光高加工效率和低加工成本的同時(shí),有效抑制了加工過(guò)程中的嚴(yán)重?zé)釗p傷問(wèn)題,實(shí)現(xiàn)近似于超快激光的加工效果。然而,國(guó)內(nèi)對(duì)該項(xiàng)技術(shù)的研究起步較晚,研制全國(guó)產(chǎn)化水導(dǎo)激光加工裝備亟待推進(jìn)。
哈爾濱工業(yè)大學(xué)楊立軍教授團(tuán)隊(duì)綜述了水導(dǎo)激光加工技術(shù)的工作原理與設(shè)備組成、激光-水射流耦合傳輸過(guò)程分析以及該技術(shù)在金屬、半導(dǎo)體以及復(fù)合材料加工領(lǐng)域的應(yīng)用,旨在深入分析水導(dǎo)激光加工的關(guān)鍵技術(shù)難點(diǎn),為相關(guān)研究人員提供全面參考,推動(dòng)全國(guó)產(chǎn)化水導(dǎo)激光加工裝備的發(fā)展與應(yīng)用。
02 水導(dǎo)激光技術(shù)原理與設(shè)備組成
水導(dǎo)激光加工技術(shù)基于全反射原理,將光束限制在微細(xì)水射流內(nèi)部形成耦合能束,將激光能量傳輸至工件表面進(jìn)行加工[圖1 (a)],具有無(wú)嚴(yán)重?zé)崛毕荨⒐ぷ骶嚯x長(zhǎng)、加工深徑比大以及加工精度高等優(yōu)勢(shì)。水導(dǎo)激光加工裝備主要由光學(xué)系統(tǒng)、水射流發(fā)生系統(tǒng)、供氣系統(tǒng)、耦合系統(tǒng)以及可視化耦合調(diào)節(jié)系統(tǒng)等部分組成 [圖1 (b)]。
水射流發(fā)生系統(tǒng)中除常規(guī)穩(wěn)壓供水裝置外,還應(yīng)配備反滲透裝置、真空除氣裝置等水精華裝置,以滿(mǎn)足水導(dǎo)激光加工技術(shù)對(duì)于水質(zhì)的要求。此外,光束耦合系統(tǒng)的耦合頭通常垂直放置,避免水射流由于重力發(fā)生彎曲,導(dǎo)致激光逸出水射流,造成耦合失敗。
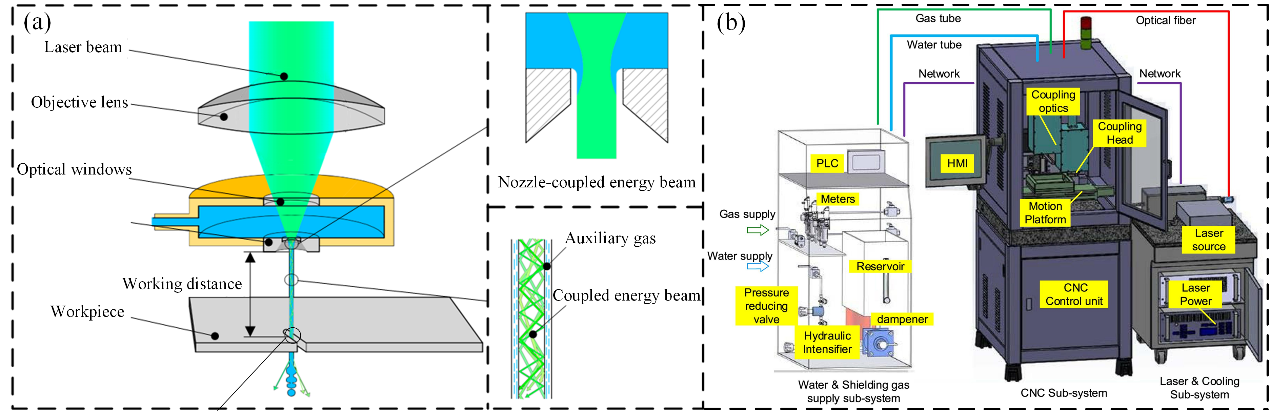
圖1 水導(dǎo)激光技術(shù)原理與設(shè)備組成。(a) 水導(dǎo)激光工作原理;(b) 設(shè)備組成示意圖
03 激光-水射流耦合傳輸過(guò)程分析
激光-水射流耦合傳輸是水導(dǎo)激光加工技術(shù)的核心環(huán)節(jié),其傳輸效率與穩(wěn)定性直接決定了加工效率、質(zhì)量及工作距離等關(guān)鍵性能指標(biāo)。該耦合傳輸過(guò)程主要涉及穩(wěn)定微細(xì)水射流的形成、光源選擇與光束整形以及光-水耦合與傳輸特征分析。
針對(duì)微細(xì)水射流穩(wěn)定性問(wèn)題,國(guó)內(nèi)外學(xué)者主要通過(guò)流道結(jié)構(gòu)優(yōu)化[圖2 (a)]以及采用輔助氣體[圖2 (b)]的方法,提高水射流穩(wěn)定性,延長(zhǎng)緊密段長(zhǎng)度。水導(dǎo)激光光源選擇主要基于水的光吸收物理特性,以減少水下能量損失[圖2 (c)]。此外,借助光路整形技術(shù)改善光束質(zhì)量是提高水導(dǎo)激光加工功率的關(guān)鍵路徑[圖2 (d)]。針對(duì)光-水耦合傳輸特征,光水耦合相對(duì)位置誤差改善以及水射流中耦合效應(yīng)與光斑形貌分析[圖2 (e)]為主要研究?jī)?nèi)容。
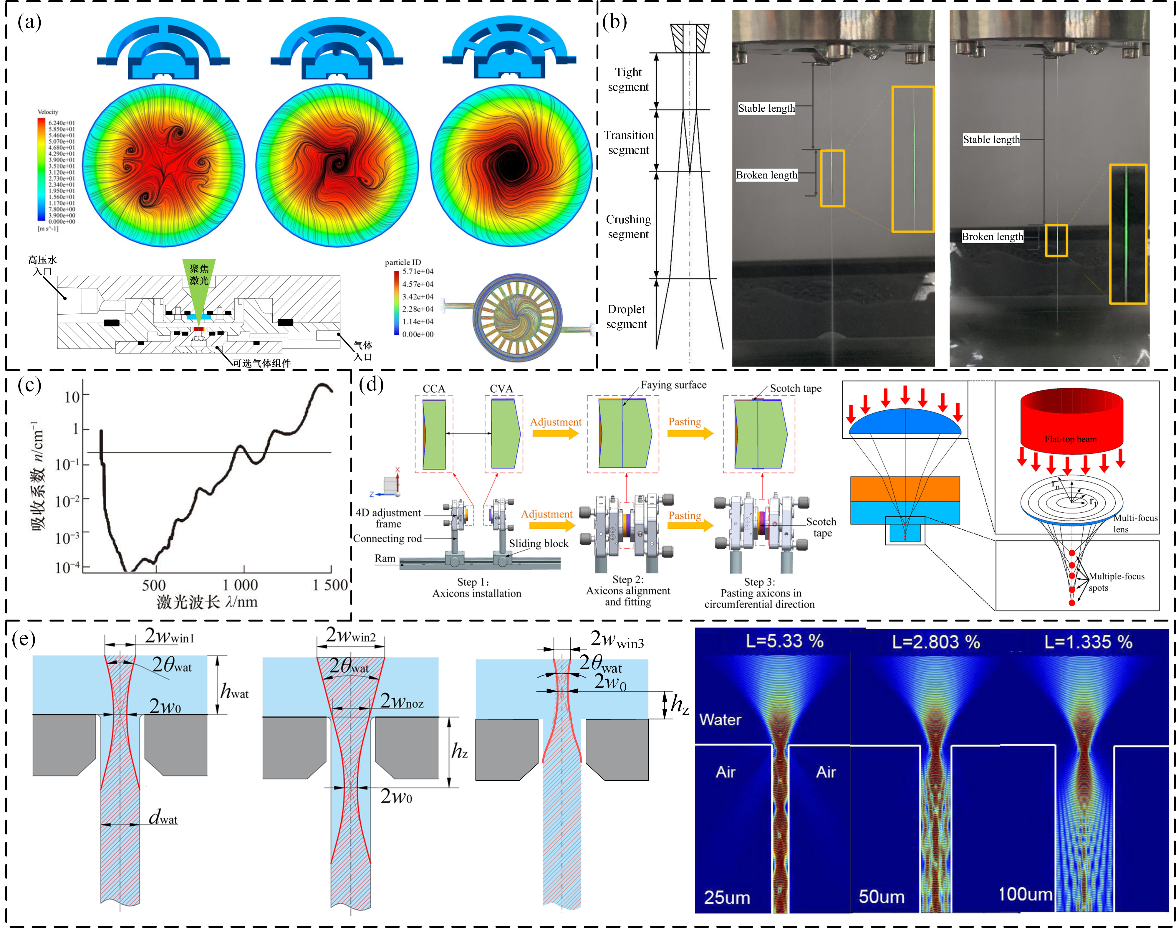
圖2 激光-水射流耦合傳輸過(guò)程分析。(a) 流道結(jié)構(gòu)優(yōu)化;(b) 氣體輔助下的水射流傳輸狀態(tài);(c) 同一溫度下水對(duì)不同波長(zhǎng)激光的吸收率;(d) 光路整形技術(shù);(e) 光水耦合誤差與耦合效應(yīng)研究
04 水導(dǎo)激光加工應(yīng)用
水導(dǎo)激光加工技術(shù)在金屬材料、半導(dǎo)體材料以及復(fù)合材料等加工領(lǐng)域具有較高的應(yīng)用價(jià)值。相較于電火花加工(EDM)、常規(guī)激光加工等加工技術(shù),水導(dǎo)激光能夠在金屬材料、半導(dǎo)體硬脆材料以及復(fù)合材料等難加工材料上實(shí)現(xiàn)高質(zhì)量制孔與切槽加工,其加工形貌邊緣無(wú)崩碎、無(wú)熱影響區(qū)、無(wú)氧化層[圖3 (a)、(b)、(c)]。
此外,除基礎(chǔ)加工應(yīng)用外,國(guó)內(nèi)外學(xué)者積極嘗試將水導(dǎo)激光加工技術(shù)拓展至材料清洗、表面強(qiáng)化以及表面改性等領(lǐng)域,同樣展現(xiàn)出良好的應(yīng)用潛力[圖3 (d)、(e)]。

圖3 水導(dǎo)激光加工應(yīng)用。(a) 水導(dǎo)激光(WJGL)與電火花(EDM)、常規(guī)激光(LBM)加工效果對(duì)比; (b) 單晶Si水導(dǎo)激光劃槽形貌;(c) SiC/SiC復(fù)合材料水導(dǎo)激光與飛秒激光制孔加工對(duì)比;(d) 材料清洗與材料強(qiáng)化;(e) 單晶Si水導(dǎo)激光表面改性增加親水性
05 結(jié)論與展望
水導(dǎo)激光加工技術(shù)利用全反射原理導(dǎo)引激光進(jìn)行非接觸加工,通過(guò)提高水射流穩(wěn)定性、優(yōu)化光束質(zhì)量以及提高耦合效率等關(guān)鍵技術(shù),實(shí)現(xiàn)無(wú)熱損傷、大深徑比加工,并廣泛應(yīng)用于金屬、半導(dǎo)體及復(fù)合材料。
為進(jìn)一步提高輸出功率、優(yōu)化加工結(jié)果,未來(lái)將針對(duì)激光光斑直徑縮小、激光耦合位置調(diào)整以及激光能量在加工表面分布等問(wèn)題進(jìn)行研究。
參考文獻(xiàn): 中國(guó)光學(xué)期刊網(wǎng)
您好,可以免費(fèi)咨詢(xún)技術(shù)客服[Daisy]
筱曉(上海)光子技術(shù)有限公司
歡迎大家給我們留言,私信我們會(huì)詳細(xì)解答,分享產(chǎn)品鏈接給您。
免責(zé)聲明:
資訊內(nèi)容來(lái)源于互聯(lián)網(wǎng),不代表本網(wǎng)站及新媒體平臺(tái)贊同其觀(guān)點(diǎn)和對(duì)其真實(shí)性負(fù)責(zé)。如對(duì)文、圖等版權(quán)問(wèn)題存在異議的,請(qǐng)聯(lián)系我們將協(xié)調(diào)給予刪除處理。行業(yè)資訊僅供參考,不存在競(jìng)爭(zhēng)的經(jīng)濟(jì)利益。
 當(dāng)前位置:
當(dāng)前位置:
